
Your shopping cart is empty!
Categories
Surface Roughness
Surface finishes recommended for Portable Hardness Testers.
Table 1: Maximum surface finish according to the Vickers standard.
|
|
Rebound D-type probe |
Rebound G-type probe |
Ultrasonic |
Ultrasonic |
|
Rt value |
<=10µm |
<=30µm |
<=10µm |
<=5µm |
| Common expressions for surface roughness are: | |
|
Standard grit reference ( Grit No.) |
- refers to the grit of a surface finishing medium or method, which does not provide a consistent measure of roughness, since results depend on a part's material, finishing method, lubricant used (if any), and applied work pressure. |
|
N |
- New ISO (Grade) Scale numbers. These are used on manufacturing drawings that specify surface finish in terms of an ISO standard. Each roughness grade number can be correlated to a specific Ra number that is expressed in microns. |
|
Ra |
- Roughness average, most commonly expressed in micrometers (microns). This is the most universally recognized and used international standard of roughness measurements. It is the arithmetic mean of the absolute departures of a roughness profile from the mean line of the measurement. Ra may also be expressed in micro inches. |
|
CLA |
- Center Line Average in micro-inches. This is a conversion using Ra(μm) x 39.37. |
|
RMS |
- Root Mean Square in micro-meters or micro-inches; i.e.., the average of peaks and valleys of a material's surface profile as calculated from a number (n) of measurements (x) along the sampling length: |
|
Rp |
- Maximum profile peak height |
|
RSm |
- The mean spacing between profile peaks on the mean line, measured along the sampling length. |
|
Rt |
- The total height of a roughness profile, typically expressed in microns, is the maximum peak-to-valley height along the assessment length. |

Table 2. Conversion chart for for International Roughness Specification
| Grit No. | ISO No. | Ra (μm) | Ra (μin.) | CLA (μin.) | RMS (μin.)1 | Rt (μm)2 |
| ----------- | N12 | 50 | 2000 | 2000 | 2200 | 200 |
| ----------- | N11 | 25 | 1000 | 1000 | 1100 | 100 |
| ----------- | N10 | 12.5 | 500 | 500 | 550 | 50 |
| 60 | N9 | 6.30 | 250 | 250 | 275 | 25 |
| ----------- | N8 | 3.20 | 125 | 125 | 137.5 | 13 |
| 80 | ----------- | 1.80 | 71 | 71 | 78 | 9.0 |
| ----------- | N7 | 1.60 | 63 | 63 | 64.3 | 8.0 |
| 120 | ----------- | 1.32 | 52 | 52 | 58 | 6.6 |
| 150 | ----------- | 1.06 | 42 | 42 | 46 | 5.3 |
| ----------- | N6 | 0.80 | 32 | 32 | 32.5 | 4.0 |
| 180 | ----------- | 0.76 | 30 | 30 | 33 | 3.8 |
| 220 | ----------- | 0.48 | 19 | 19 | 21 | 2.4 |
| ----------- | N5 | 0.40 | 16 | 15 | 17.6 | 2.0 |
| 240 | ----------- | 0.38 | 15 | 12 | 17 | 1.9 |
| 320 | ----------- | 0.30 | 12 | 9 | 14 | 1.5 |
| 400 | ----------- | 0.23 | 9 | 8 | 10 | 1.3 |
| ----------- | N4 | 0.20 | 8 | 4 | 8.8 | 1.2 |
| 500 | N3 | 0.10 | 4 | 2 | 4.4 | 0.8 |
| ----------- | N2 | 0.05 | 2 | 1 | 2.2 | 0.5 |
| ----------- | N1 | 0.025 | 1 | 1 | 1.1 | 0.3 |
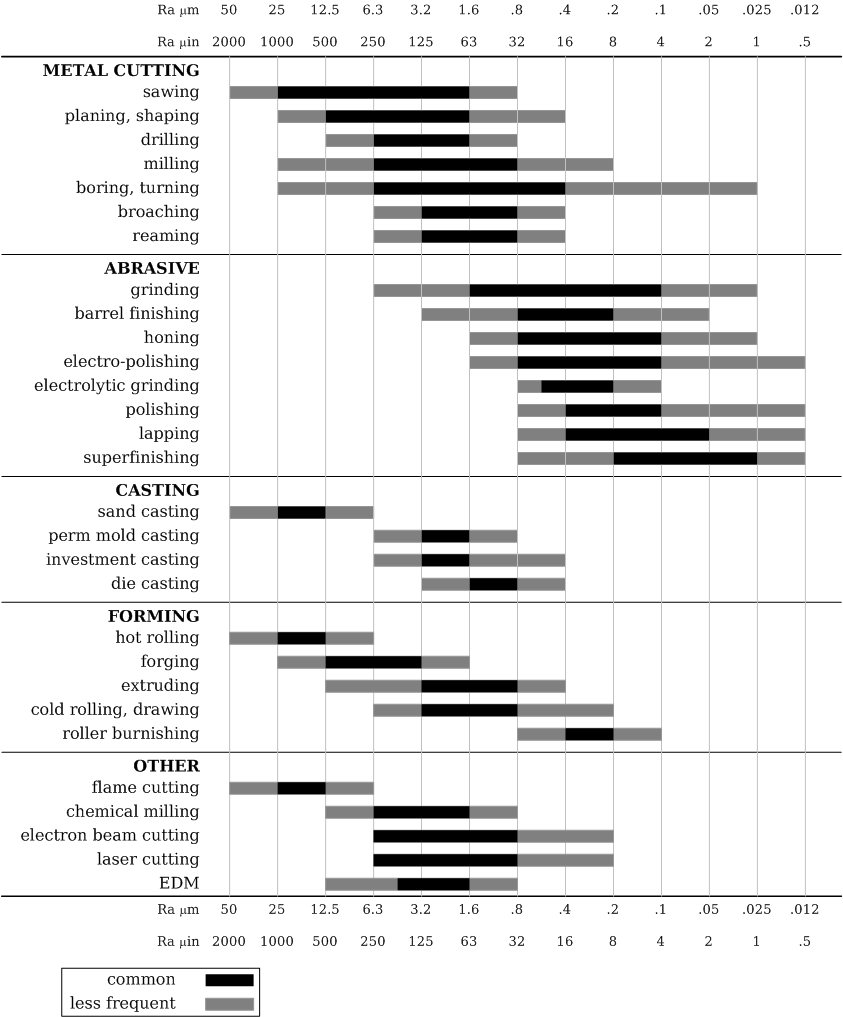
Table 3. Manufactured parts, surface finish.
Source: Wikipedia: https://en.wikipedia.org/wiki/Surface_finish